

















FlexCNC for Data Center Manufacturing | Large Format CNC
Powering the Manufacturing Behind the Data Center Boom Data centers are going up faster than almost any other building type in the country right now.

Powering the Manufacturing Behind the Data Center Boom Data centers are going up faster than almost any other building type in the country right now.

Repositioning a part mid-job takes time and introduces risk. The FlexCNC 4th Axis eliminates that step. For shops machining multi-sided parts, this has traditionally meant

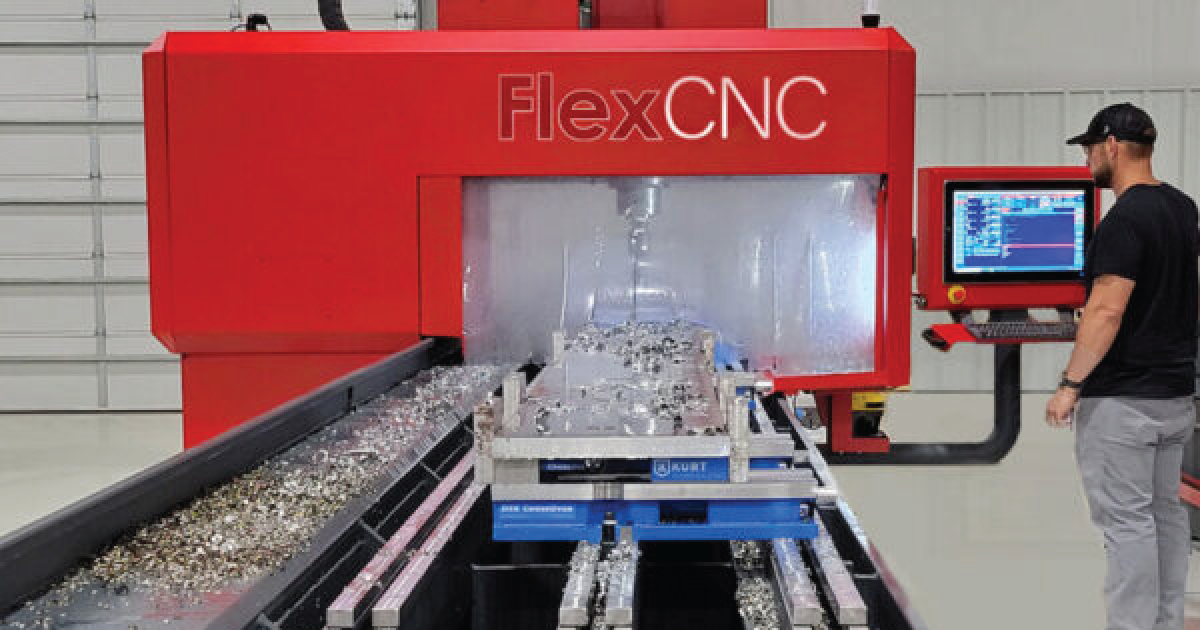
This article originally appeared in TECHGEN Media and was written by Jimmy Myers. Meeting the demand for machining centers built for larger workpieces Fabricators have

On most CNC machines, the spindle sits idle far more than it should. The culprit is rarely a programming problem or a capacity issue. It’s
In modern machining environments, improving efficiency isn’t just about faster machines, it’s about optimizing the entire workflow. West Ohio Tool demonstrates how strategic use of
Capital equipment purchases don’t come with easy returns. A solid buying process protects your investment, your uptime, and your team. This guide covers 13 factors

Addition of CNC Machining Center Results in Strategic Shift for Fab Shop This article originally appeared in Fabricating and Metalworking Magazine and was written by
For nearly a century, TE-CO Workholding has been a trusted name in the machining industry. What started in the 1920s as a small line of

Tube lasers are powerful and efficient machines known for precise cutting of tubes and various long materials. However, their high price and specialization often make
Maintaining tight tolerances is critical for delivering quality parts, reducing scrap, and avoiding costly rework. Even the best machining centers can struggle to hold tolerances

In manufacturing, productivity and efficiency are core concepts often misconstrued or used synonymously despite their importance to improving company throughput. Knowing the differences and intricacies

The FlexCNC is a highly automated functional machine that employs a vertical spindle and worktable orientation, allowing operations on a horizontal machining bed. The FlexCNC
If you’re a fabricator new to CNC technology, you may be wondering where to start when purchasing the right machinery for your needs. Two popular
“We use the FlexCNC for two very specific uses, one of which we had an old machine for and another that we use to do by hand.
“As a manufacturer of architectural railing systems and components, R&B Wagner, Inc. is always looking for the best way to fixture and machine long lengths
CNC machinery can have problems arise, and some of these problems are more common than others. When these problems occur, FlexCare+ steps in to get them resolved

Eliminating Spindle Downtime Imagine being able to machine a bunch of different parts in one machining center without ever stopping the spindle. I know what

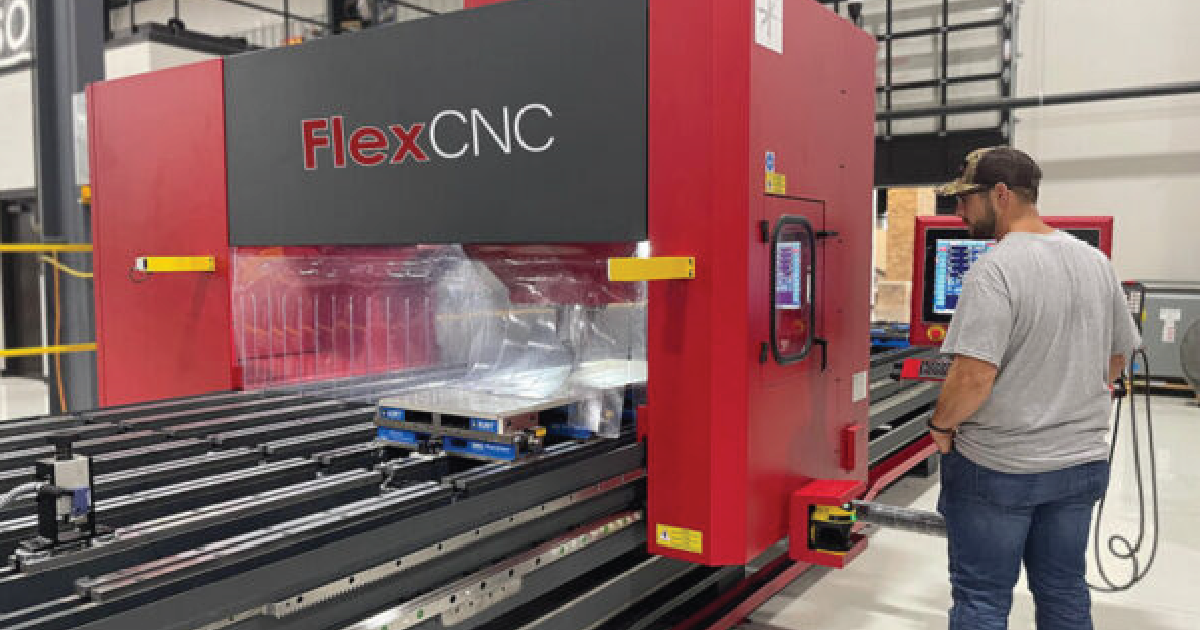
MACHINING CENTERS FOR FABRICATORS CNC Machining Centers are the shop workhorse that can handle some of the most challenging parts faster. Fab shops with CNC

WATCH FULL CUSTOMER STORY BELOW In the fabrication industry, staying ahead of your competitors is always crucial. With continued technological advancements, businesses need a well-rounded

Watch the video of this time study at the bottom of the page Using a CNC Machining Center to drill is safer, faster, and more

Throughput is the number one metric for assessing the quality of a production line, and increasing throughput on a CNC means increased profitability. Flex Machine

Learning the Basics of CNC Machining CNC machining can be intimidating. Especially for people who’ve been doing manual machining for years. Understanding the G-code and

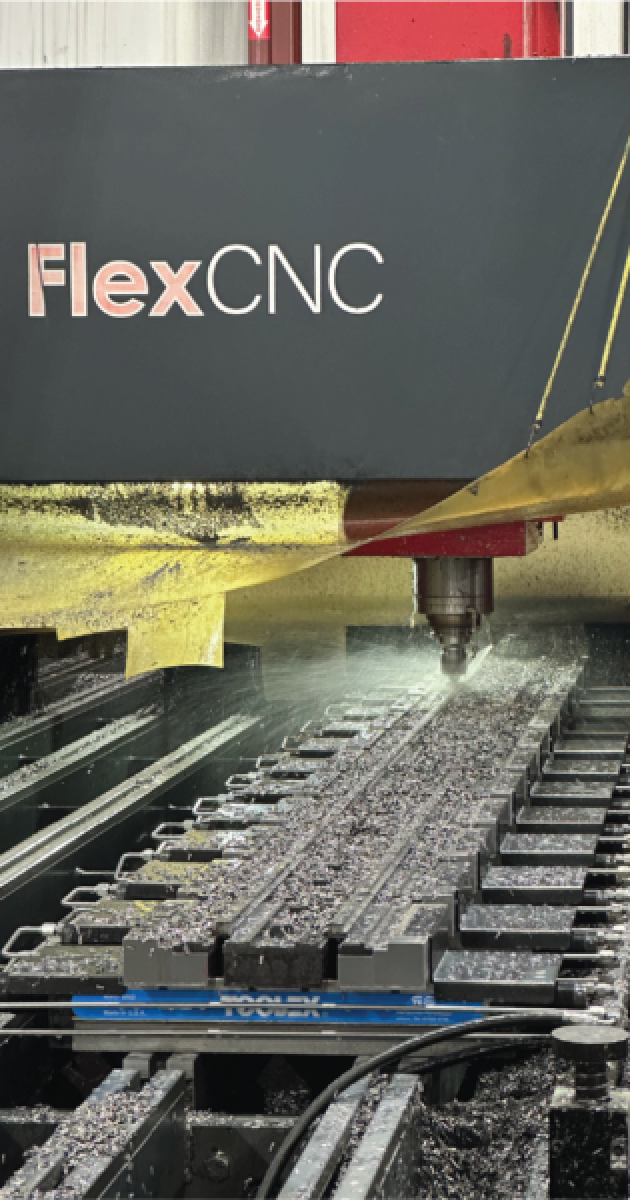
Fabricators looking for a way to increase efficiency and speed up operations can achieve this with the FlexCNC. The long bed allows for the machining

Shops are always on the lookout for ways to continually improve the way they operate. Decreasing cycle times and scrap rates can help save costs

The machines you use to run your business must be kept in good working condition. Failure to do so could end up costing you in

The FlexCNC is a vertical machining center offered by Flex Machine Tools. Below are five of the many features that set this machine apart from

Processing Long Pipe & Tube with FlexCNC The old saying “Time is money and money is time” has special truth at a machining facility. Plant

WHAT MAKES FLEXCNC DIFFERENT FROM OTHER VERTICAL MACHINING CENTERS The FlexCNC can do more than other standard Vertical Machining Centers. This machining center sets itself apart with

The skills gap and labor shortage have been a hot topic in manufacturing in recent years. The challenge of being unable to find skilled workers

WATCH FULL CUSTOMER STORY BELOW Staying competitive in the ever-changing manufacturing landscape requires continual investments in new technology. Businesses are often looking for solutions that
