Large Diameter Thread Forming in 4320 QT Steel:
A GH-60 Tap Test
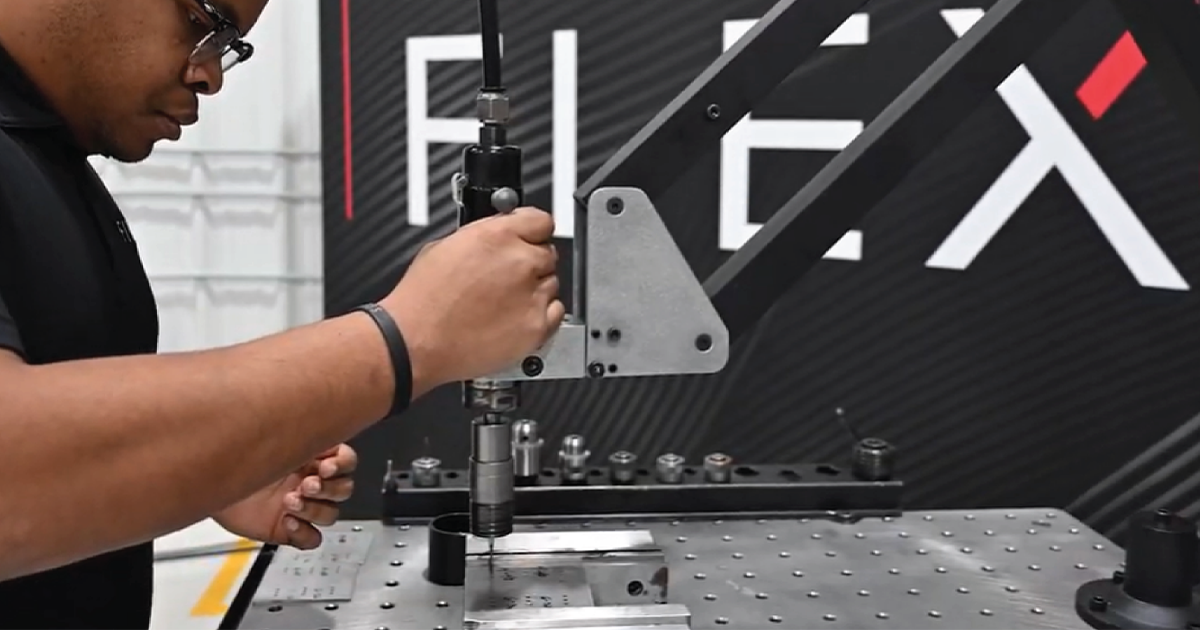
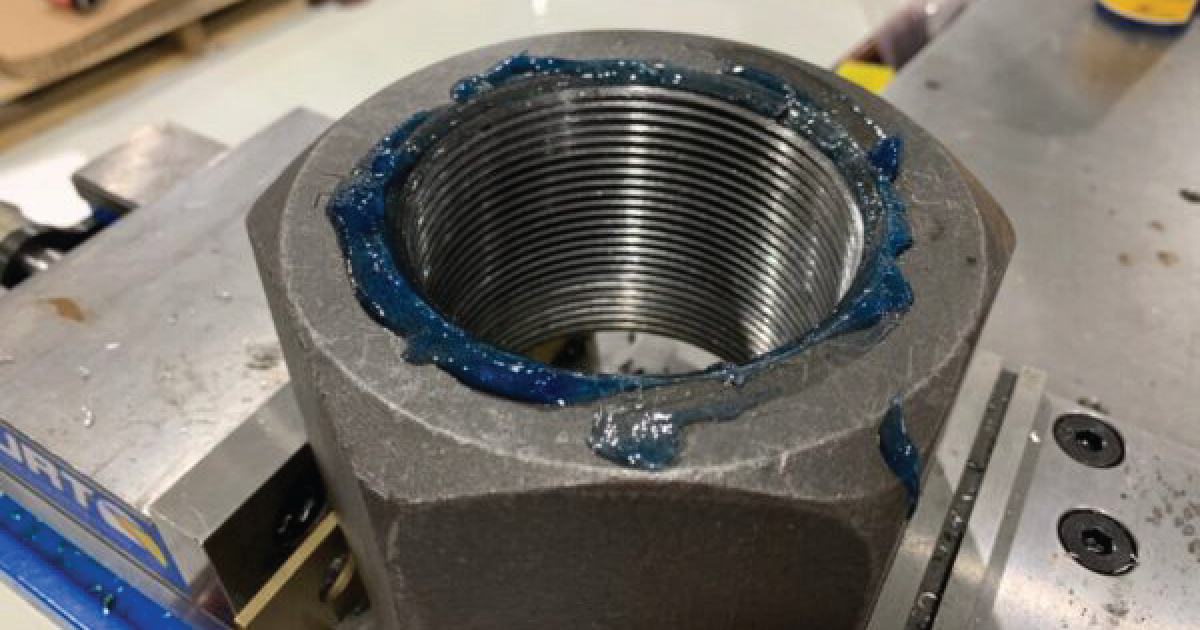
A customer needed a reliable, repeatable tapping process for 7/8-10 form taps in hardened steel couplings. Here’s how we dialed it in, including a critical mid-test