
















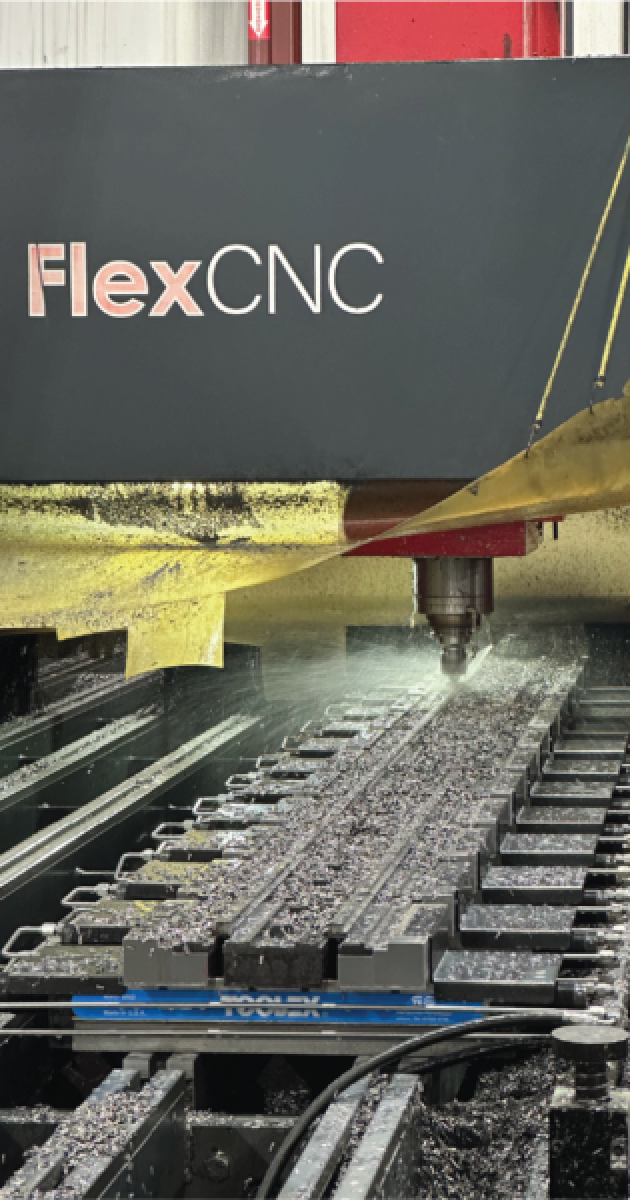
TE-CO Modernizes T-Nut Production with the FlexCNC
For nearly a century, TE-CO Workholding has been a trusted name in the machining industry. What started in the 1920s as a small line of

For nearly a century, TE-CO Workholding has been a trusted name in the machining industry. What started in the 1920s as a small line of

This article originally appeared in Fab Shop Magazine Direct and was written by Jimmy Myers, Senior Editor. At Strategic Thermal Labs (STL), a company that
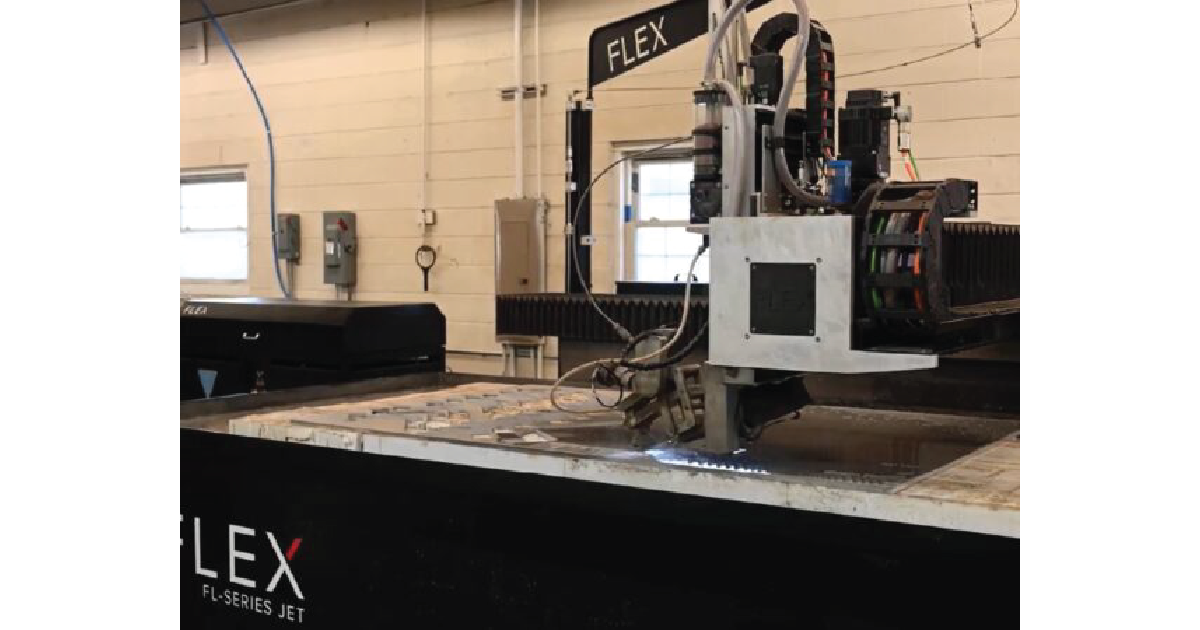
How C.A. Weld & Fab Used the FlexJet to Expand, Stand Out, and Secure Bigger Jobs In the small town of Greencamp, Ohio, home to
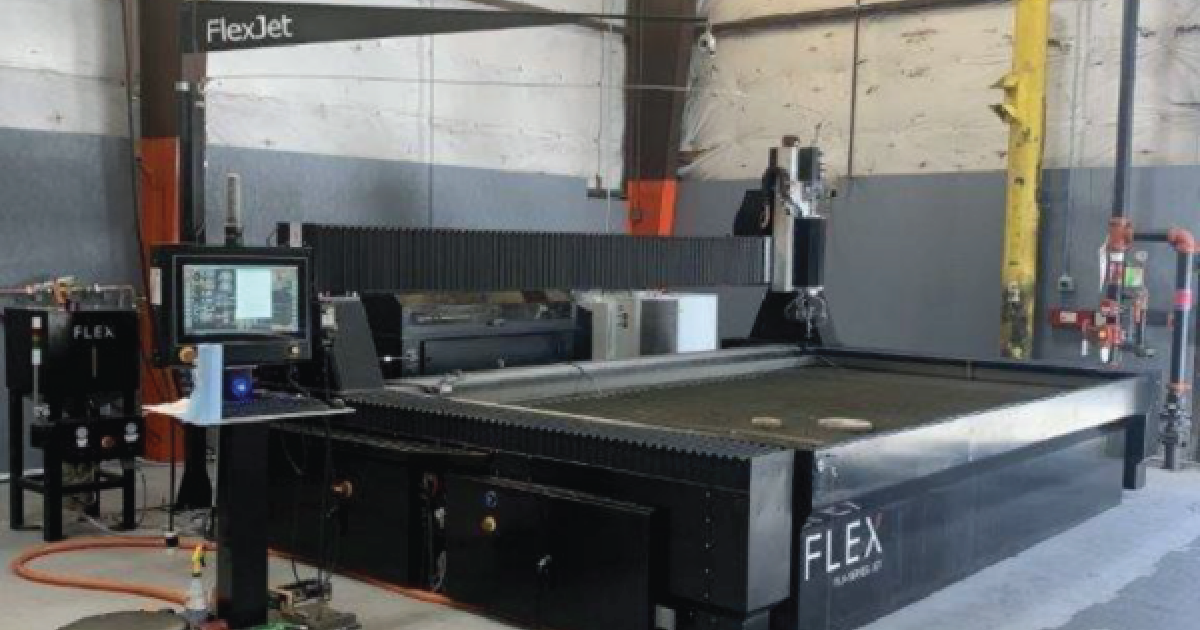
March, 2025- With a business model based on the aspiration to do everything from project concept to implementation, Fulcrum Technologies Inc. wanted to become more

Active Alloys is a full-service steel fabrication shop in Chicago, Illinois. They specialize in designing and fabricating architectural elements, machines, furniture, and vehicles. William Tellmann and
“We use the FlexCNC for two very specific uses, one of which we had an old machine for and another that we use to do by hand.
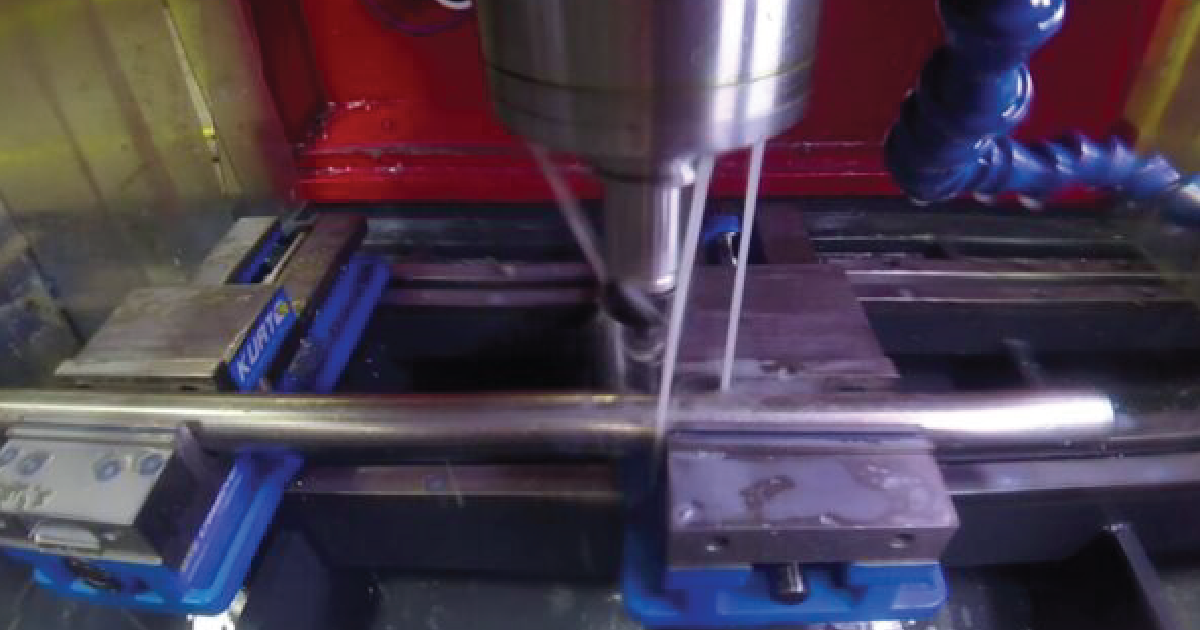
“As a manufacturer of architectural railing systems and components, R&B Wagner, Inc. is always looking for the best way to fixture and machine long lengths

Petty Welding is a fabrication shop in Knoxville, Tennessee, that focuses on welding, fabrication, custom-iron work, and on-site repair. They’ve been in business for 11 years,

WATCH FULL CUSTOMER STORY BELOW In the fabrication industry, staying ahead of your competitors is always crucial. With continued technological advancements, businesses need a well-rounded

Lindsay Machine Works, Inc. has owned a FlexArm for 15 years. They recently purchased a hydraulic arm to handle larger tap capacities. See how many holes they can

Fabricators looking for a way to increase efficiency and speed up operations can achieve this with the FlexCNC. The long bed allows for the machining

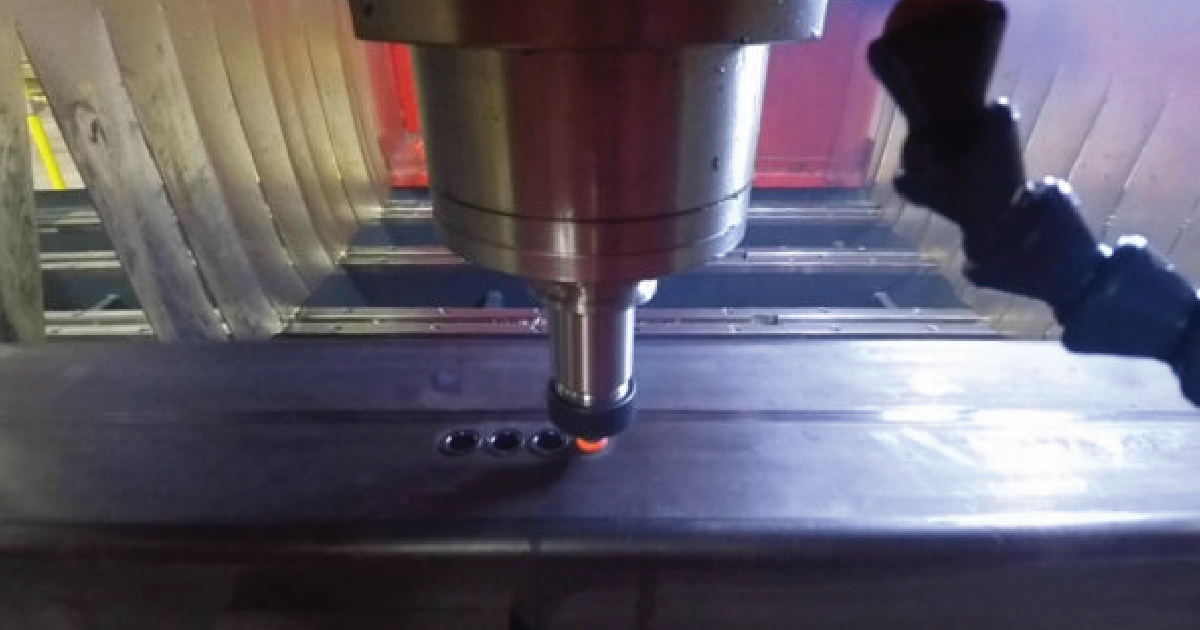
Processing Long Pipe & Tube with FlexCNC The old saying “Time is money and money is time” has special truth at a machining facility. Plant

WATCH FULL CUSTOMER STORY BELOW Staying competitive in the ever-changing manufacturing landscape requires continual investments in new technology. Businesses are often looking for solutions that
