

















Richard Kennedy launched Midwest Specialties, Inc., in 1971 as a government contracting manufacturing business. He designed and built a tapping arm to increase speed and efficiency when tapping holes off of his NC machining centers. The FlexArm was the first of many innovations the OEM now known as Flex Machine Tools, and is still based in Wapakoneta, Ohio, from which all of its products are assembled and shipped from CNC machine tools and water-jet cutters.
Now a third-generation enterprise helmed by Nick Kennedy, Flex Machine Tools remains committed to quality while seeking out fresh opportunities to expand its product line to meet industry demands. Primarily devoted to the North American market, Flex has representatives located across the country, and their customers are loyal.
“I met a fellow a while back who has a 20-year-old FlexArm, and he hasn’t had any serious problems,” Nick Kennedy, the current CEO. “So that’s proof of our equipment’s longevity, which will remain as we design new machines harness the power of the industry’s latest technologies.”
“We’ve made no acquisitions, all our development has been done organically with the company’s resources,” says Kennedy. We started taking a close look at automation solutions in 2015 when Nick took over the company and we made the decision to be a “Growth” company. We looked at FlexArm closely and realized the product is excellent, but it is mature and we needed to invest in automation solutions to scale.
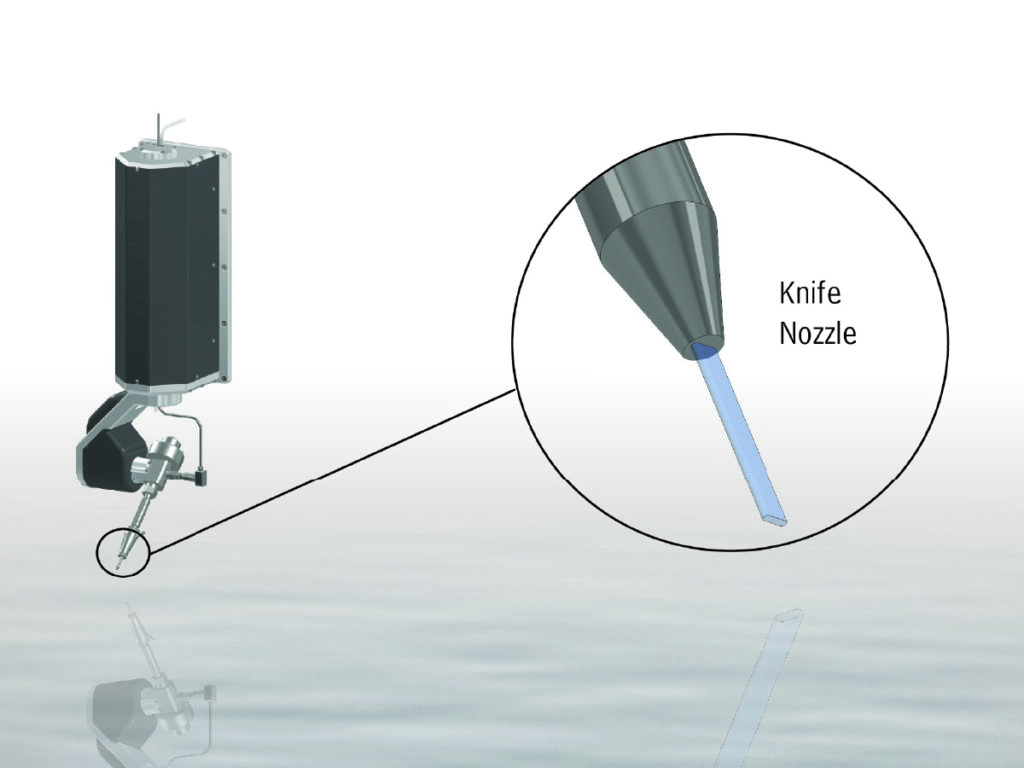
The FlexJet, which actually transforms the standard cylindrical spray into a “knife blade,” providing faster cutting speeds and greater precision than is found in most older water-jet machines. “The FlexJet cuts up to 7 times faster than most machines on the market,” he says, “due to its design, a 6-axis cutting head, and AI in the controller is unlike anything that’s been seen in the industry.
Although Kennedy admits that current industry leaders still access most of their information by reading trade magazines and attending trade shows, he has brought a social media specialist onboard to make sure Flex Machine Tools is taking full advantage of the latest platforms available in this fast-moving digital environment. “Our go to market is with aggressive marketing. Something we do that’s unique for a machine tool builder is the focus we have put into social marketing, “The reach you can obtain with social
marketing to assist with brand awareness is huge. We tweak daily based on the analytics to see what will give us the most reach so we can ultimately eliminate obscurity for our brand. We can’t afford a Nascar team, so a social marketing approach is a great tool that we can leverage to help compete with companies that are 100x bigger than us.”
The next step involves developing dedicated software that will allow its machines to be user-friendly, precise, and capable of delivering the company’s customer’s goals and demands.
This approach — respecting its past while keeping an eye keenly trained on its future — has led to tangible rewards. It is currently adding on 55,000 square feet to its existing 50,000 square foot facility. “In addition to giving us more space for stock items, it will allow us to graduate from building five machines each month to 25,” Kennedy says.
“We want to be known as innovators,” he says, “so we’re looking at ways to move manufacturing forward instead of gazing into the rear-view window. Our company vision is to “pioneer machine tool automation solutions” and that’s exactly what we do. We have a team of software engineers and mechanical engineers that can literally build anything, “according to Kennedy. “We really try to focus our energy on specific machines like the FlexCNC and our newest machine the FlexJet. These are machines where we see niches in the market for and machines that need new innovations that we are building.
