

















High-Precision Cutting Results Only Occur When the Part Stays in Place
This article originally appeared in The Fabricator and was written by Jason Stuffel, a Regional Sales Manager here at Flex Machine Tools.
Waterjets can cut through a wide range of materials, from metals and composites to glass and stone. Unlike traditional cutting methods that generate heat, waterjet cutting is a cold process, preserving material integrity without thermal distortion.
Its success relies on proper material holding practices, as inadequate material holding can lead to part movement, inaccuracies, or even damage to the machine or workpiece.
The forces involved in waterjet cutting are relatively low compared to conventional milling, typically less than a few pounds for lateral forces while cutting, though piercing can exert vertical forces up to 35 lbs. This can tempt operators to overlook proper fixturing.
However, the waterjet’s interaction with the material and the catcher tank below can create turbulence, air bubbles, and upward forces that displace parts. Effective holding practices mitigate these issues, ensuring accurate cuts, reducing waste, and improving safety.
Fixtures for Locating
For flat workpieces, such as sheet metal and plate, the primary goal of fixturing is to position the material accurately relative to the machine’s X and Y axes and prevent any small movements during cutting. Common fixtures include corner squares (often called L tooling plates), spreader clamps, and bumpers or spacers.
A corner square is typically bolted to the tank near the machine home position and then cut in place by the waterjet itself for precision. It serves as a sacrificial reference edge, allowing the workpiece to be butted against it for consistent alignment. Bumpers or spacers of known dimensions, such as simple blocks or pins, can be placed along the edges of this corner square to help locate material.
These are sufficient for many applications where the material is heavy enough to resist minor forces and where a final cut tolerance of ±0.01 in. is acceptable. For instance, large plates over 1/4 in. thick often can be held with just spacers.
Relying solely on bumpers or spacers will not produce cuts with high tolerance. Tolerances in the waterjet cutting process can reach ±0.005 in. or better, but movement from water turbulence or jet deflection introduces errors. For high-precision work, adding weights or clamps is recommended to counter vertical lift.
In practice, setups using only passive locators, such as bumpers, work well for noncritical parts, but for tolerances less than 0.01 in., active holding is essential.
- The high-velocity jet kicks back when traversing across the tank slats, generating upward pressure that lifts lightweight materials.
- The turbulence in the catcher tank created by the jet is enough to lift the workpiece.
- As the jet cuts, it can cause vibrations or drag on small scraps, tilting them and potentially colliding with the nozzle.
Materials at risk of movement include sheets less than ¼ in. thick, which the upward force from aerated water can easily displace, as well as lightweight materials such as aluminum sheets or thin shim stock.
Clamping also is crucial for cutting nested parts or intricate features that weaken the remaining scrap material (or skeleton). Without clamps, the sheet can rotate or slide. Operators should use edge clamps or weights for vertical hold-down, being careful to ensure the setup doesn’t interfere with the toolpath to prevent collisions.
For brittle materials , soft-jaw clamps with rubber padding distribute force evenly.
In high-production environments, automated clamping systems or dedicated material holding kits can speed up setup while maintaining consistency.
Fixtures for Small Parts
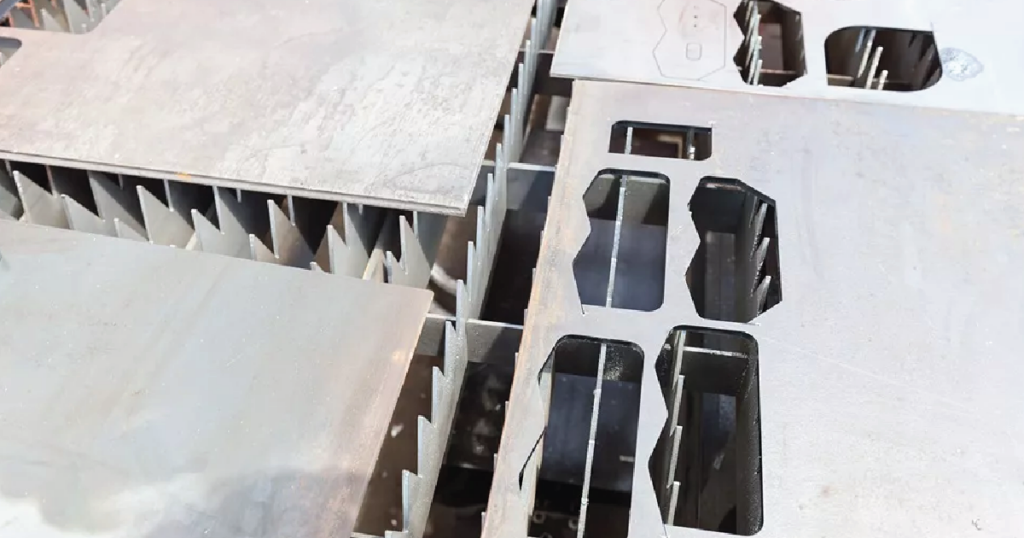
Small parts pose unique challenges in waterjet cutting, as they can easily fall through the slats into the catcher tank once separated from the skeleton. As internal features are cut away, the sheet weakens and may shift. Fixturing helps by securing them during the process, allowing internal features to be cut without loss.
One common method is tabbing—leaving small bridges of uncut material connecting the part to the skeleton. These tabs hold the part in place until manually broken or sanded off after cutting.
Clamping to Slats
Clamping directly to the slats, the grated support structure in the catcher tank, has both pros and cons. This method is quick and simple, as the slats provide a ready grid for hooks or clamps. However, clamping there does not reliably prevent sideways motion, especially when slats are worn or exhibit inconsistent heights. Vibrations from heavily worn slats also can transfer to the part.
A better alternative is using a corner square (or L plate) and spreader clamps. The square provides a stable fixed reference to the machine axes, while spreaders push the material flush against it and hold it firmly. Bar clamps (or quick clamps) are inexpensive and commonly used.
For advanced setups, modular fixturing systems with T slots allow for quick, repeatable reconfiguration. This approach ensures stability and maximum flexibility.
The Utility of Waterjet Bricks
Waterjet bricks are corrugated plastic or composite blocks (often polypropylene, about 4 in. thick) placed on the slats to provide a uniform support surface. They are particularly useful for cutting small, soft, or brittle parts that might sag, break, or fall through gaps.
Bricks prevent parts from dropping into the tank, reduce splashback that can damage sensitive material, and support flexible materials evenly to minimize distortion. The use of bricks is common for nearly all water-only cutting applications, or for abrasivejet cutting small parts without microtabs. Bricks also are effective at dampening noise and containing jet kickback.
Tips for Specialty Tasks
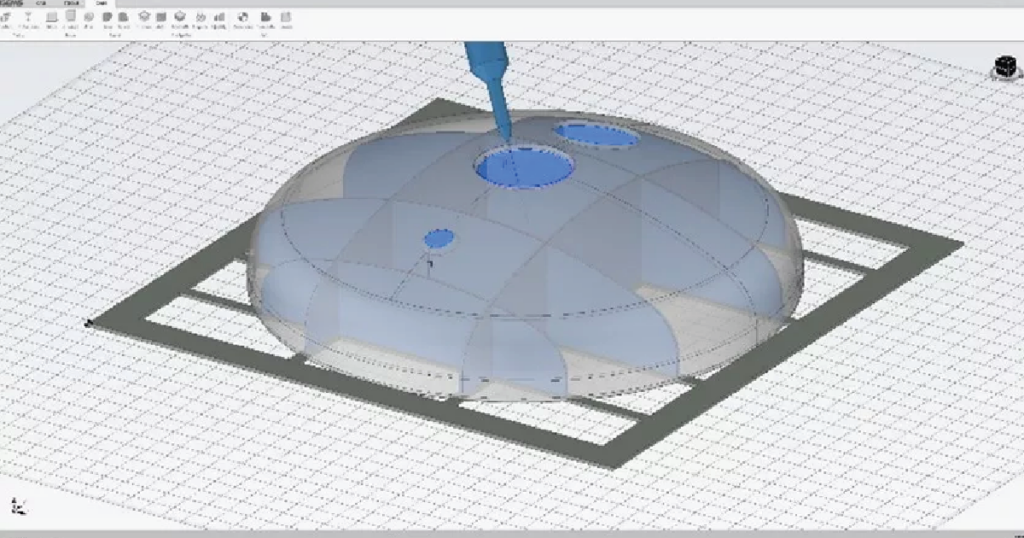
When waterjet cutting as a secondary operation on existing parts or to trim complex 3D shapes, dedicated locating fixtures with dowel pins or reference edges can be used to hold the workpieces in place. Fixtures allow precise positioning for operations such as adding holes or bevels.
For 5-axis waterjet cutting and trimming of formed components, custom jigs ensure accurate alignment and provide known datums. Advanced waterjet CAD/CAM software packages often have built-in tools to help design fixtures specifically for the waterjet process.
Effective material holding in waterjet cutting is critical for achieving precision, efficiency, and cost savings. From simple weights for flat sheets to dedicated fixtures, the right solution depends on material type, thickness, and job complexity. By prioritizing good workholding practices, operators can minimize errors, extend equipment life, and expand their capabilities.

For nested parts, clamping is crucial to prevent the sheet from rotating or sliding as the remaining scrap material weakens. Flex Machine Tools
Read the article on The Fabricator Here!

{kind=link}