

















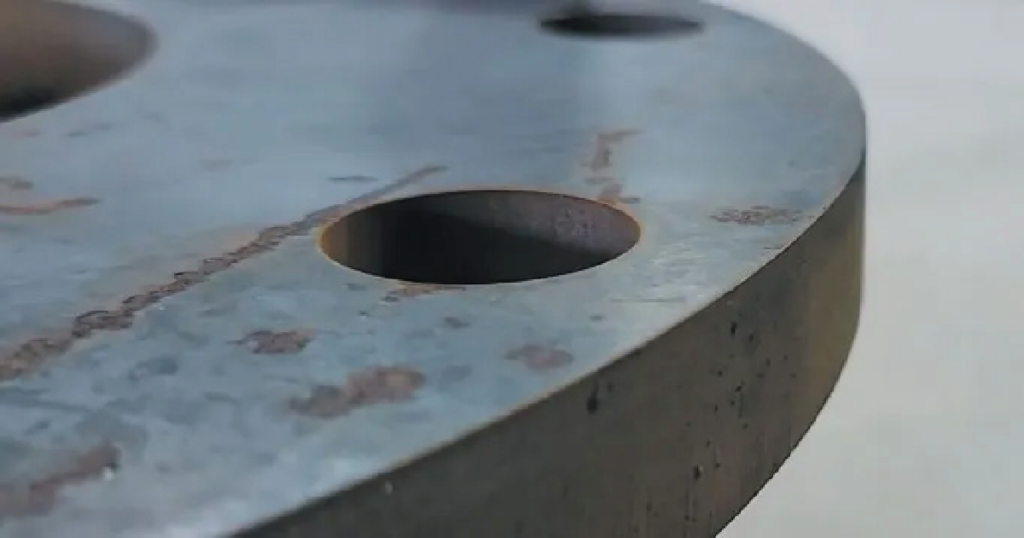
Above: The edge quality on a ¾-inch-thick flange cut on the FlexJet F-1065 waterjet.
March, 2026- CM Welding & Machine is not a typical job shop, according to Corey Mays, president and owner of the Midland, Texas, manufacturer. “We do more problem solving. We go after the tough-to-manufacture jobs.”
Developing a good design concept is the simplest part of the whole process, whereas manufacturing is the most difficult part, he says. “Because we’re both mechanical designers and engineers, we can work collaboratively to make the best part.”
Due to its location, CM Welding does a lot of work for the oil and gas industry but also serves such industries as aerospace to municipal water treatment. Founded in 2006, the company employs about 25 workers at its 15,000-square-foot facility.
To complement its high-definition plasma cutting capabilities, the company needed an abrasive waterjet machine. Prior to purchasing a FlexJet F-1065 abrasive waterjet machine from Flex Machine Tools in Wapakoneta, Ohio, Mays says CM Welding acquired a Flex GH60 hydraulic tapping arm, which has a tap capacity from 3/8 to 2 inches and a reach from 20 to 84 inches.
“It’s the biggest one they make. We wanted a little bit more finesse than a 50-hp radial drill, and so we went that route and stopped breaking small taps immediately,” Mays says.
In addition, the company also has a Flex manipulator arm for handling an 80-pound pneumatic in-prep machine, he notes. “They got us a manipulator arm to carry that big boy around.”
When the time came to adding a waterjet, Mays says his experience with the high quality of Flex’s equipment and its customer support team convinced him to go with Flex instead of the other waterjet options being considered.
“We buy a lot of different machines from various manufacturers, and one of my biggest dealbreakers is not being able to get good service and help after the purchase,” says Mays. “That [ability] attracted us to Flex when it came to the waterjet.”

This piping assembly is one example of the complex manufacturing jobs that CM Welding & Machine performs.
BUILT FOR SPEED
CM Welding ordered the waterjet, which arrived June 2025, with a 60-hp, 90,000- psi intensifier pump from Waterjet Systems International, which is run at full pressure to cut the ½-inch- to 4-inch-thick steel plate that the shop frequently machines, according to Mays. The shop will back off the pressure, however, when waterjet cutting workpieces from gasket material, which ranges from EPDM (ethylene propylene diene monomer) rubber to Teflon, composites and stainless steel. Those materials tend to move more on the table.
“We’re running 90,000 psi on everything we can because I can outpace my competition three to one just in cycle time when we’re job shopping parts. The one that Flex supplied us is the Maserati of waterjet pumps. It’s absolutely amazing.”
Mays recalls how one oil and gas customer assumed the shop was using two or three waterjets to quickly complete a job. “I said, ‘no, I just have one here.’ And they were in disbelief, thinking there’s no way that you’re running that fast and getting that kind of quality. I had to bring them over and prove it.”
EXTRA STEPS ELIMINATED
In addition to cutting parts quickly and accurately, the waterjet machine often eliminates the need to process parts on the shop’s large CNC mill, which is required when plasma cutting plate profiles, Mays says. “Prior to the FlexJet, we would plasma cut the profiles and then bring them over to our big CNC mill and try to set up and find a good reference point to be able to drill and tap all those holes afterwards. Being able to find a good reference point on something that’s been plasma cut is pretty difficult because there is some variation there,” he explains.
In contrast, the shop is able to cut entire parts with the waterjet, including the holes to be tapped, and then running the tapping arm through all the holes, he explains. “If I can cut hours off of one part, I’m cutting days and weeks off of the whole project.”
Plasma cutting still has its place at CM Welding, Mays notes, and is used for about half the jobs. “There are certain applications and jobs that waterjet is designed for, and we took a lot of the workload off the plasma.”
When processing relatively thick parts, he adds that thermal cutting puts a significant amount of heat into a part and changes its mechanical properties, whereas waterjet machining a cold process does not.
The shop performs a variety of work for many different customers and always runs into jobs where only a waterjet makes sense. “In some applications, you’re not going to use a plasma system to cut it. You can try. It’s going to be a pain. You’re going to hate your life by the end of it.”
TARGETING TIGHT
For general-quality cuts, Mays says the shop targets are tolerance of ±0.005 inches, which is fairly easy to achieve. If a tighter tolerance is required for an intricate feature, the waterjet can achieve ±0.001 inch, but the cycle time will be longer, which customers understand. “There have been occasions where we didn’t have any way around it. We needed to do that, and we pushed it to the limits and hit it right on the nose every time.”
CM Welding uses a standard 3-axis cutting head, which provides taperless cutting to eliminate secondary finishing operations. That is especially beneficial when cutting stainless steel, nickel based superalloys and aluminum, according to Mays. “It’s made us much more efficient because we don’t have to figure out workarounds for cutting it with plasma.”
Instead of having an automatic abrasive removal system to remove the spent abrasive and workpiece debris, he says the shop opted for the Barton abrasive removal tool (BART) from Barton International to keep sediment from building up in the tank. The tool has a wand that slips between the slats of the waterjet table, so spent abrasive can be removed while cutting continues, and require a 2.5 to 3.0-gpm, 2,500 to 3,000-psi pressure washer.
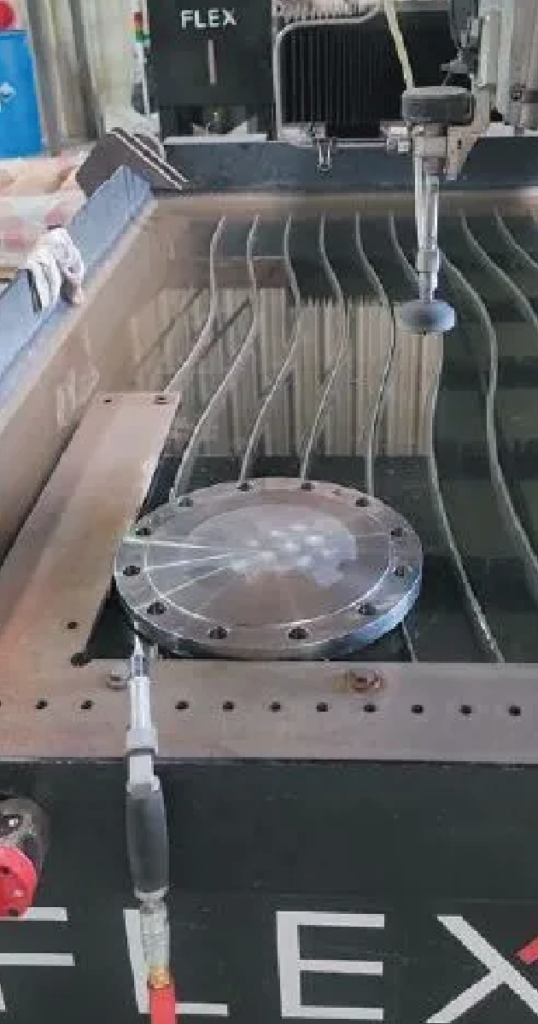
CM Welding & Machine uses its FlexJet F-1065 abrasive waterjet machine to shape custom profiles in stainless steel pipe blind flanges.
RECYCLING
A waste company that serves the oil and gas industry purchases the spent garnet abrasive to use as a material in extraction processes, Mays explains.
He warns against disposing of spent abrasive as a non-hazardous material. If a shop only cuts carbon steel, the iron oxide generated would not be a cause of concern, but cutting materials such as stainless steel, chrome and nickel raises flags. “Anybody that’s dumping that stuff down a drain, they really need to be not doing that because that’s going to catch up with you eventually.”
Although accessories are available for waste minimization and tilter head calibration, Mays says he determined the shop’s processes did not require those, particularly ones that require lights-out machining. “I don’t like to have a whole lot of extra stuff up there around my cutting head, because things tend to hang up and grab all the additional stuff that’s up there. If it’s not 100 percent needed, let’s get it off there and get it out of the way.”
Based on his positive experience with the FlexJet F-1065 waterjet, Mays says CM Welding & Machine is trying to find space for another FlexJet waterjet machine. “What I ordered was exactly what showed up. We’re extremely happy with it.”
CM Welding & Machine, 432/413-7419, cmweldmach.com
Flex Machine Tools, 419/649-7703, flexmachinetools.com
Read the article on Modern Metals Here!
